
Полуавтоматический ленточнопильный станок, предназначенный для пиления металлических заготовок максимальным диаметром круга 700 мм и прямоугольной заготовки 700x700 мм под углом от 0°. Пильная рама станка перемещается по двум колоннам в вертикальном направлении. Угол наклона ленты – 3Гр к рабочей поверхности стола.
Пильная рама, представляет собой усиленную стальную сварную конструкцию. На раме расположен главный привод и устройство гидравлического натяга ленточной пилы.
В основании станка со встроенной системой охлаждения установлены две силовые колонны с линейными направляющими, по которым под действием гидравлической системой подачи, перемещается пильная рама с ленточной пилой. Для увеличения жёсткости конструкции колонны скреплены между собой специальной траверсой. Наличие гидростанции позволяет максимально автоматизировать рабочий процесс, обеспечивая зажим заготовок в тисках, подъем и опускание рамы.
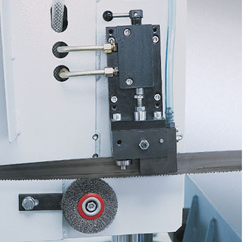
Станок оборудован плавной, гидравлической подачей резания, управляемой при помощи перепускного клапана (см. описание выше). Дополнительным устройством этого оборудования является, так называемый, «прижимной кулачок», предназначенный для автоматического регулирования усилия резания. Он находится с левой стороны подвижной рамы ленточной пилы - при взгляде на станок со стороны тисков - выше ленточной пилы. Здесь ленточное полотно ведется двумя подшипниками, горизонтально расположенными по обе стороны от ленточной пилы. Верхняя кромка полотна при входе ленточной пилы в распиливаемый материал давит на пластину из твердого сплава и через эту пластину на небольшой поршень и шарик, который, преодолевая давление жидкости и тарельчатых пружин, перекрывает поток жидкости. Вращением ручки по часовой стрелке повышается давление на тарельчатые пружины и вследствие этого также давление на ленточную пилу при входе в обрабатываемый материал. Около регулировочного винта находится табличка с указанием минимального и максимального давления на разрезаемую заготовку. Величина давления регулируется в зависимости от размера, марки и профиля материала. Для сплошного материала из труднообрабатываемого материала (нержавеющие, жаропрочные стали) рекомендуется перевести регулировочную ручку в положение «+», для остальных материалов - в положение «-». Минимальное давление составляет 2,5 МПа. Речь идет только о тонком регулировании, которое, однако, всегда производится при неподвижном положении рамы, когда в гидравлической системе нет давления, это позволит не повредить уплотнительное кольцо регулировочного винта. Правильно установленная регулировка прижимного усилия проявляется через заметное изменение скорости подачи в зависимости от усилия резания. Например, при U- и I- профилях или на замкнутых профилях имеет место замедление подачи при пилении горизонтальной поверхности, а после ее прохождения - ускорение на вертикальных ребрах.
Стандартная комплектация
На станке предусмотрена автоматическая система установки и регулирования усилия резания, необходимого для обработки различных материалов. В процессе резания осуществляется автоматическое поддержание этого усилия путём измерения давления на ленточную пилу и регулирования рабочей подачи. При увеличении давления на пилу в процессе резания ход рамы плавно замедляется, вплоть до полной остановки подачи, что исключает заклинивание полотна при пилении, и наоборот, ход рамы ускоряется при уменьшении давления на пилу.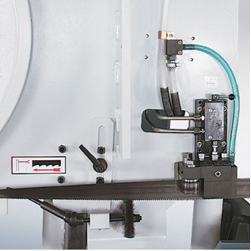
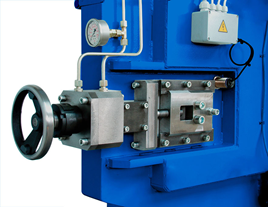
Гидравлическое устройство натяжения ленточной пилы с манометром обеспечивает оптимальное усилие натяжения полотна при работе и Натяжение ленточной пилы до 45 бар
• Постоянное оптимальное натяжение
• Устраняет ошибки оператора при работе или замене пилы
• Прямолинейность реза
• Автоматическое выключение при обрыве полотна или не правильном натяжении
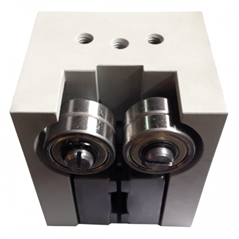
Движение пилы в зоне резания обеспечивается одной подвижной и двумя неподвижными направляющими, в которых лента движется между подшипниками и гидравлически регулируемыми твердосплавными пластинами. Подвижная направляющая перемещается автоматически вместе с подвижной губкой тисков как можно ближе к заготовке, обеспечивая максимальную жесткость и точность выставления пилы при резании.
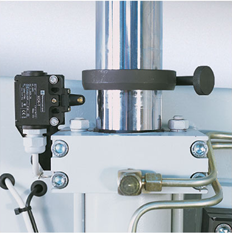
Станок оснащен устройством контроля высоты поднятия рамы.
поднятия рамы.
Щетка для удаления стружки
• работает синхронно с вращением пилы
• оптимальный диаметр щетки позволяет качественно очищать ленточную пилу
Предотвращает зуб от скалывания и снижает затраты на обслуживание.
Главный привод выполнен на основе частотно-управляемого асинхронного
электродвигателя с и червячным редуктором для жестких условий эксплуатации.
Скорость движения ленты можно плавно изменять, что обеспечивает возможность
качественной обработки практически всей гаммы материалов от «легких» до
специальных и «тяжелых» металлов и сплавов.
• Прочная и надежная конструкция
состоящий из трех сегментов
• Высокий крутящий момент
• Полый вал обеспечивает надежную
конструкцию
• Не требует обслуживания

Угол резки |
0° |
Максимальный диаметр круглой заготовки |
0° - 700 мм |
Максимальный размер прямоугольной заготовки |
0° - 700 x 700 мм |
Размер ленточного полотна |
8200 × 54 × 1,6 |
Мощность главного электропривода |
7,5 кВт |
Скорость вращения ленточного полотна |
10-120 м/мин |
Высота стола |
760 мм |
Размеры (Длина x ширина x высота) |
3840 × 1710 × 2760 |
Вес |
5250 кг |

TMJ занимается производством ленточных пил и принадлежностей, позволяющих резать материал диаметром до 1100 мм. Помимо этого, компания проектирует и производит индивидуальные пилы и оборудование.







-iron-cut-stanok-lentochnopilnyi.jpg)
-iron-cut-stanok-lentochnopilnyi.jpg)
-iron-cut-stanok-lentochnopilnyi.jpg)